How Swiss Machining Works
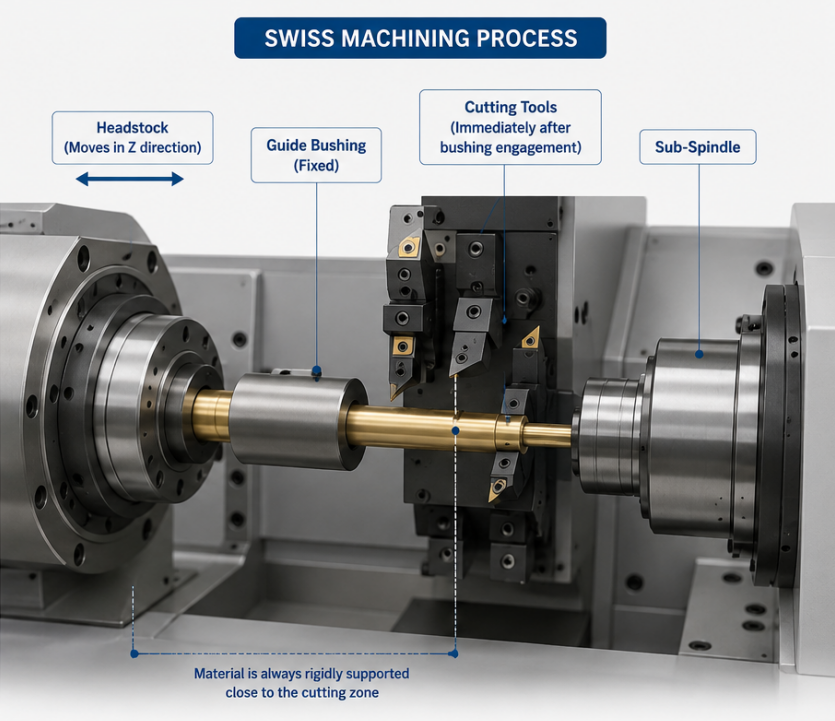
Swiss machining works by feeding bar stock axially through a fixed guide bushing while the headstock moves in the Z direction, cutting tools positioned immediately after the bushing engagement point act on material that is always rigidly supported.
- The process generally follows these steps:
- Bar stock feeds through the guide bushing.
- Sliding headstock moves the material precisely.
- Cutting tools remove material incrementally.
- Main spindle and sub-spindle coordinate operations.
- Finished parts separate automatically.
Key Characteristics of Swiss Machining
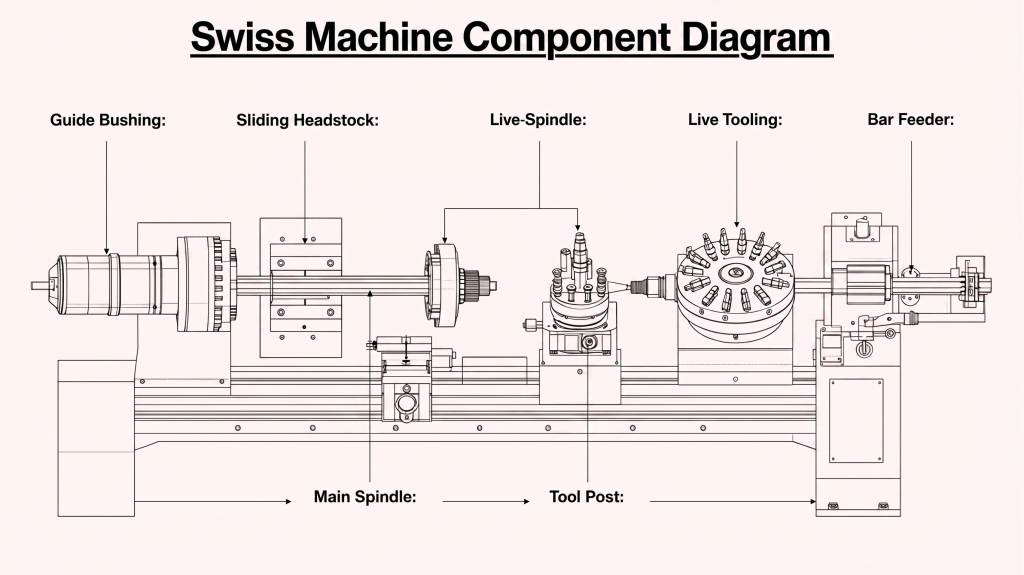
A Swiss machine’s core components include guide bushing, sliding headstock, main and sub spindles, live tooling, tool post, and bar feeder, all determining its processing envelope and suitability.
Understanding each subsystem is essential when specifying or evaluating a CNC Swiss machine:
- Guide Bushing: Supports the bar stock at the cutting zone.
- Sliding Headstock: Moves axially to feed bar stock through the guide bushing.
- Main Spindle: Rotates the bar at programmed speeds.
- Sub-Spindle: A second spindle, opposite the main spindle, that accepts the part after cutoff for back-side machining.
- Live Tooling: Powered rotary tool holders that drive milling cutters, drills, and taps.
- Tool Post: The gang-tool plate or turret that holds fixed and live tools.
- Bar Feeder: Automatically advances bar stock into the machine.
Applications of Swiss Machining
Swiss machining is used where small size, tight tolerances, and complex axial features are required, covering markets from watchmaking to aerospace and semiconductors.
1. Watchmaking
Mechanical watch movements contain 100–400 individual components, many with diameters under 1.5 mm. Swiss machining on cam-type and CNC Swiss lathes remains the standard production method for watch pinions, jewel settings, and balance wheel components.
2. Aerospace & Defense
Flight-critical fasteners, such as hydraulic valve spools, gyroscope components, and fuel injector nozzles are produced on Swiss machines, due to they require the AS9100 quality systems in the aerospace industry.
3. Medical Devices
Bone screws (diameters 1.5–6.5 mm), spinal implant set screws, catheter components, and surgical instrument shafts are high-volume Swiss machining applications. These parts require extremely tight tolerances and clean surface finishes.
4. Space & Satellite
Satellite systems contain miniature connectors and thermal control components that require high dimensional stability. Swiss machining helps maintain consistency during low-volume, high-precision aerospace production.
5. Electrical Components
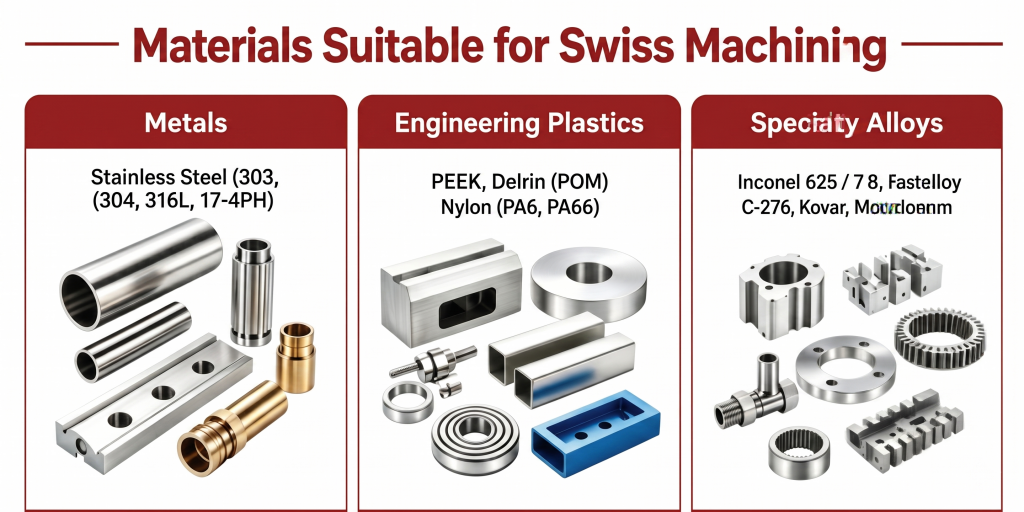
Electrical industries use Swiss machines for connectors, pins, contact terminals and conductive fittings. Brass C360 is the dominant material due to its machinability rating of 100 (ASTM B16 reference standard) and its conductivity characteristics.
6. Semiconductor
Wafer handling components, probe pins, and precision semiconductor test equipment parts require dimensional tolerances that only Swiss machining can achieve in volume. Aluminum 6061-T6 and PEEK are the most common materials in this segment.
7. Automotive
Fuel injection nozzles, ABS sensor housings, turbocharger shaft components, and transmission valve spools are Swiss machining applications in the automotive sector. IATF 16949 process requirements align with the statistical process control capabilities of modern CNC Swiss machines.
8. Musical Instruments
High-end musical instruments use Swiss-machined valves, pins, and tuning assemblies. Tolerances of ±0.01–0.02 mm on these parts directly affect the intonation and action of the instrument.
9. Communications
RF (radio frequency) connector pins, coaxial contact elements, and fiber optic alignment ferrules are precision Swiss machining applications. Ferrule bore concentricity of under 0.001 mm is a standard specification in IEC 61754-series fiber optic connector standards.
10. Pneumatics & Hydraulics
Valve spools, needle valves, and hydraulic cartridge valve bodies with diameters in the 6–32 mm range are produced on CNC Swiss-type lathes. Surface finish specifications of Ra ≤ 0.4 µm on sealing diameters are routinely achieved by Swiss machining in a single setup.
Source Swiss Machining Equipment Through Leichman
Leichman provides industrial-grade Swiss lathe machines engineered for 0.003mm repeatability and high-speed production, helping buyers achieve reliable precision while keeping procurement and operating costs under control.

When selecting a CNC Swiss machine from Leichman, buyers should prioritize the following procurement quick checklist: